
![]() Томск, Дзержинского, 22А
Томск, Дзержинского, 22А
Порошковая покраска металла
в Томске
В своей работе используем качественное немецкое оборудование. Более 200 цветов и оттенков. Наносим 4 типа покрытия. Просторная камера порошковой покраски 7200x2000x1400 мм
Получить консультацию
Работаем с заказами
от 50 тысяч рублей
Получить консультацию
Можно связаться с нами
самостоятельно +7 3822 901 339

КРАСИМ МЕТАЛЛ
Наша компания занимается порошковой покраской металла в Томске. Современная камера покраски позволяет качественно покрасить ваше изделие. Габаритный размер камеры составляет 6х2х1,8м.
Стоимость порошковой покраски
Виды работ | Цена за метр квадратный |
|---|---|
| Плоские детали от 1 кв. м. | 140 |
| Детали обычной сложности | 230 |
| Детали сложной формы | 260 |
| 2 | 10.3 |
Примечание
- Минимальный заказ на резку 2000 рублей
- Если сумма резки менее 10 000 — наценка 20%
- На заказы от 10.000 до 50.000 наценка 10%
- На крупные заказы — индивидуальные цены
- Цена резки детали = длина*цена + (кол-во врезок*цену врезок)
- Цена врезки = толщина металла*0,4 для стали (0,8 для прочего металла).
- Минимальная цена врезки 0,6 руб.
- На резку металла под пленкой наценка 4 руб/м.
- При расчете длина детали округляется до 50мм в большую сторону.
- Редактирование чертежей — 900 руб/час.
- На резку оцинковки и легированных сталей наценка 10%.
- Первый лист каждого материала предоставляется с запасом 20 % для настройки режима.
- Резка шрифтов и деталей с позиционированием — индивидуально.
- Нержавейка до #2мм и весь алюминий режутся воздухом, если нужна резка азотом — указывайте в комментариях заявки.
Фото
Заявка на выполнение заказа
Заполните поля ниже, наш специалист
свяжется и поможет вам.

Иван Рыльцев
Проконсультирую по любым работам связанным с обработкой металла
Подробнее о порошковой покраске
Камера полимеризации порошковых красок состоит из теплоизолированного объема, сформированного из теплоизолирующих панелей, закрепленных на внешнем каркасе из металлических рам. Для загрузки и выгрузки изделий камера полимеризации снабжена по торцам сдвижными дверьми. Внешний силовой каркас служит опорой для подвесной транспортной системы размещенной внутри камеры.
Теплоизолирующие панели, из которых сделана камера, состоят из наружной и внутренней несущих профилированных панелей из оцинкованной, окрашенной стали и теплоизолятора из базальтовых плит толщиной 100 мм.
Внутри камеры размещаются нагревательные блоки, система воздухораспределения. Снаружи – вытяжной вентилятор с автоматической заслонкой, оборудованные автоматическими заслонками.
Над дверными проемами размещаются вытяжные зонты, присоединенные воздуховодами к вытяжному вентилятору.
В процессе работы камеры полимеризации вытяжной вентилятор включен постоянно. При этом при нагреве и выдержке, поскольку заслонка закрыта он основной воздух забирает из под зонтов, а когда включается режим вентиляции, то заслонка открывается и основной воздух вытягивается из печки.
Размеры камеры позволяют нам окрашивать изделия размерами до 7200х2000х1400. Скорость нашей производственной конвейерной линии составляет без малого 2 метра за одну минуту. Это позволяет окрашивать до 100 000 единиц изделий за одни только сутки. Вдобавок к этому заказчики могут рассчитывать на доступные
цены.
Стоимость услуги складывается из ряда разных факторов:
- Геометрические параметры – окраска деталей с простыми формами предполагает самые низкие цены в силу легкого процесса. И чем проще они устроении, тем дешевле. Неправильная и сложная форма приводит к удорожанию всего процесса. В особенности, когда деталь содержит множество мест изгиба, сварочные зоны и сборочные соединения. В этом случае нужно больше времени на окрашивание за счет использования ручного пистолета. В связи с этим стоимость сложных объемных изделий из металла превышает цены плоских деталей.
- Габариты – в зависимости от размеров элементов, менеджеры подбирают необходимое количество траверс. Чем меньше и тоньше детали, тем больше крючков понадобится, чтобы их подвесить. В итоге растет стоимость окраски.
- Численность изделий для 1 траверсы – процесс порошкового окрашивания будет проходить в оптимальных условиях, когда все детали располагаются плотно.
- Стоимость красочного покрытия – здесь все зависит от того, какой будет выбран оттенок и его физико-химических показателей. Белая и черная цветовая гамма имеет самую низкую стоимость. И чем реже оттенок по стандарту RAL, тем дороже красочное покрытие.
- Толщина слоя – этот параметр напрямую влияет на то, какая именно яркость поверхности нужна. Исходя из этого, требуется определенный объем краски.
- Объемы работ – минимальный объем, с которым мы имеем дело, это 3 000 рублей. Чтобы заправить одну кабину, необходимо не менее 3 кг краски. При выборе стандартной цветовой гаммы можно объединить несколько разных серий в один поток, группируя изделия по их оттенку.
Процесс окрашивания деталей с использованием порошковых полимерных покрытий проводится на современном оборудовании. Наша производственная мощность включает конвейер от итальянского производителя. Но перед тем как на нее поставить изделия, они проходят 5-ступенчатую процедуру очистки, что позволяет эффективно удалить все имеющиеся загрязнения.
В целях повышения эффективности технологи, мы обращаем внимание лишь на проверенные бренды:
- У швейцарской компании Gema мы закупаем оригинальные комплектующие – окрасочные пистолеты, форсунки.
- От фирмы Henkel мы получаем надежные обезжириватели.
- Нидерландский производитель AkzoNobel поставляет нам качественную порошковую краску.
Выбирая качественные и надежные варианты, мы тем самым обеспечиваем бесперебойность производственного процесса.
Технология окраски деталей предполагает использование профессионального оборудования, которое включает 5 процедур очищения, проходящих последовательно:
- 1 ступень – обезжиривание. Выполняется при температуре 60 °С с применением химических средств Henkel.
- 2 ступень – омывание технической жидкостью. Используется для снятия оставшейся химии, пены после процедуры обезжиривания.
- 3 ступень – применение деминерализованной воды. Целью данного этапа является понижение электропроводимости до 100 мкСм (не более), а поверхности изделий избавляются от солей. Пренебрежение этим этапом грозит существенным снижением качества порошкового покрытия после нанесения красящего состава. От этого падает и долговечность деталей. Оставшиеся соли притягивают влагу и под ее воздействием покрытие начнет вспучиваться.
- 4 ступень – пассивация. На данном этапе используется средство Henkel, с помощью которого создается конверсионный слой. Это способствует улучшению адгезии, чтобы порошковый красящий состав лучше держался
- 5 ступень – повторное использование деминерализованной воды. Здесь показатель электропроводимости меньше 500 мкСм.
Для каждого этапа обмывки деталей предусмотрена своя ванна. И в каждом случае все они омываются со всех сторон форсунками. В дальнейшем наступает сушка под воздействием высокой температуры (от 100 °C до 120 °C).
После сушки изделия поступают на конвейер, который движется со скоростью 1-2,2 метра за 1 минуту. По сути, это специальная кабина, где происходит процесс нанесения красящего порошка на детали. Внутри расположены автоматические пистолеты (12 шт.). Места изгибов, сварки, включая сложные участки, обрабатываются вручную – порошковая краска наносится ручными инструментами. Приобретенные деталями во время очистки качества, позволяют удерживаться частичкам краски на их поверхностях.
После нанесения порошковой краски, изделия направляются в печь для окончательного закрепления красящего состава на металлических поверхностях. Существует два типа нагревательного оборудования:
- проходная печь;
- закрытая печь.
Наши специалисты отдают предпочтение более технологичному решению – проходному варианту. Лишь такая печь позволяет поднять производительность всего технологического процесса на высокий уровень.
Находясь под сильным нагревом, красящий порошок оплавляется, принимая текучее состояние, в результате чего он полимеризуется. В итоге формируется плотное защитно-декоративное покрытие. Для создания цельного монолитного слоя на металлических изделиях, они выдерживаются в печи на протяжении 20-30 минут под температурой 180 °C.
Для улучшения технологии мы используем оригинальные комплектующие швейцарского бренда Gema (пистолеты, форсунки), обезжириватели компании Henkel, краски голландского производителя Akzo Nobel. Наш выбор – использовать все самое качественное и надежное, чтобы уменьшить издержки на порошковую покраску и производить продукцию высочайшего качества без вынужденных остановок.
Сама технология находит широкое применение практически в любой сфере человеческой деятельности. После нанесения специального красящего состава поверхность металлических деталей обретает хорошие физические показатели. Созданный красочный слой стоек к истиранию и на нем не появляется царапины. Покрытие выдерживает механические повреждения, включая воздействие ультрафиолетовых лучей и прочих внешних факторов.
Однако для тех деталей, которые в период эксплуатации подвергаются сильному трению либо ударным нагрузкам, нанесение порошкового покрытия противопоказано. В основном это какие-либо внутренние детали машин и механизмов. Данная технология вообще к ним неприменима, какой бы ее тип не использовался.
На внешний облик, а также прочие технические показатели поверхностей оказывает влияние сами красочные материалы. Все порошки разделяются на несколько типов по цветовому стандарту RAL. Также с их помощью поверхность обретает разную фактуру:
- глянец;
- матовое покрытие;
- муар – мелкозернистый рельефный слой;
- шагрень – покрытие с ярко выраженным рельефом;
- антик – имитация старения.
Толщина слоя красящего состава варьируется от 60 до 150 мм, исходя из создания необходимой фактуры:
- для глянцевой поверхности достаточно 60–80 мк;
- для муара – не менее 100 мк;
- шагрень требует более толстого покрытия – 120-150 мк.
С увеличением толщины краски растет расход и соответственно повышается стоимость самой услуги. Если толщина красочного покрытия окажется недостаточной, возникнут проколы, которые могут дойти до основания.
Использование специальных красок позволяет наделить покрытие особыми качествами. Оно стойко к ультрафиолетовому излучению, термическим воздействиям и механическим повреждениям, включая агрессивные среды. Также поверхность не деформируется.
Их выбор зависит от пожеланий со стороны клиентов, а также условий дальнейшей эксплуатации изделий. Мы отдаем предпочтение бренду с мировым именем – AkzoNobel. Однако мы учитываем желания заказчиков, а потому есть возможность заказать краску у других компаний.
Необходимая результативность достигается не только соблюдением ряда технологических требований, но и контролем каждой стадии всего процесса. Все окрашиваемые металлические детали только собственного производства и на нас ложится большая ответственность. Технология порошковой окраски подразумевает следующие требования:
- Окрашиваемые детали должны быть без каких-либо дефектов – грат, ржавчина и прочее.
- Для каждого из этапов очистки необходим контроль электропроводимости жидкостей и обезжиривателей.
- Процесс сушки не допускает присутствие на деталях следов влаги. В противном случае поверхность станут вздуваться, появятся неровности и прочие дефекты.
- Порошок необходимо хранить в сухом виде при соблюдении определенных условий.
- Срок годности всех применяемых расходных материалов нужно держать под контролем.
Технология порошковой покраски относится к сложному процессу, который мы довели до эффективного уровня, а все показатели находятся под неусыпным контролем. Все ванны, где проходит очистка деталей, оснащены специальными датчиками. С них в онлайн режиме снимаются показатели и записываются в журнал наблюдений. Если зафиксировано превышение нормы электропроводимости жидкости, она сразу же заменяется. Показатели деминерализованной воды также контролируются – для конкретного объема предусмотрено свое количество добавляемых обезжиривателей, различных усилителей и прочих необходимых химических компонентов.
Строгий мониторинг технологий очистки и окраски гарантирует равномерное распределение красящего состава по всей поверхности изделий, исключая малейшие проколы.
Возможно понадобится
металла
металла
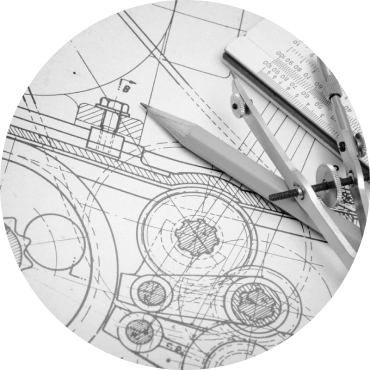
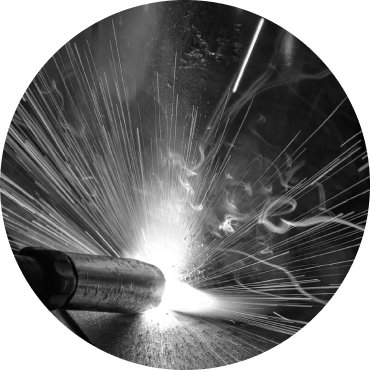













График работы:
Офис с 9:00 - 18:00
Производство 24/7
Адрес:
Томск,
Дзержинского 22а
Наш телефон:
+7(3822) 901-339
Наша почта:
metal@unitsys.ru
Premium Google Maps
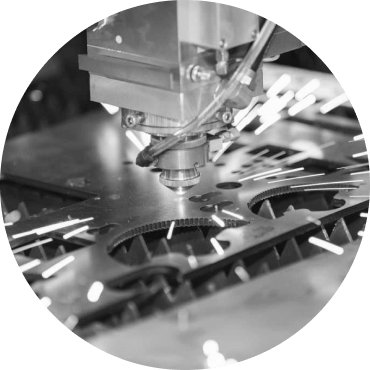
Резка металла и сборка конструкций
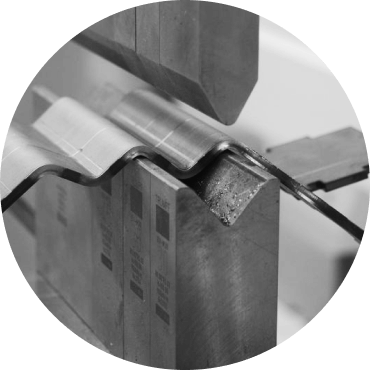
В нашем распоряжении 2 площадки для обработки металла — резка, гибка, сварочные работы, покраска и т.д. Также — сборочный цех площадью более 1500 м².
Промышленные и дизайнерские задачи
Выполняем широкий спектр задач: от сборки крупных промышленных конструкций до изготовления индивидуальных дизайнерских проектов.
Конструкторское бюро
Разработка КМД (конструкции металлические деталировочные), подготовка технической документации к производству.